
技术文章
根据GBT 9450-2005«钢件渗碳淬火硬化层深度的测定和校核»标准第五条规定:
5、淬硬层深度的测定
5.1、总则
在有争议的情况下,本测量方法是可采用的仲裁方法。
5.2、测定原理
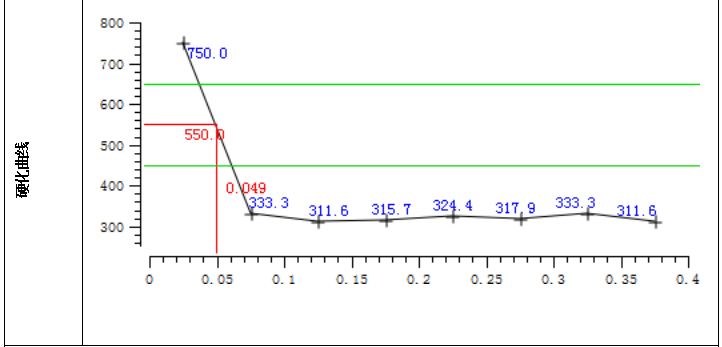
根据垂直于零件表面的横截面上硬度梯度来确定硬化层深度,即以硬度值为纵坐标,以至表面的距离为横坐标,绘制出硬度分布曲线,用图解法在曲线求得
5.3、测定方法
5.3.1、试样
除特别协议外,应按规定在最终热处理后的零件横截面上测量.在一定条件下,可使用随炉试样.
5.3.2、待测表面的制备
为了精确测量硬度压痕对角线的长度,待检测表面要经过磨制和抛光.在抛磨过程中应采取一切措施避免试样表面倒角或过热。
5.3.3、硬度的测定
在宽度(W)为1.5mm范围内,在与零件表面垂直的一条或多条平行线上测定维氏硬度.每两相邻压痕中心之间的距离(S)应不小于压痕对角线的2.5倍.逐次相邻压痕中心至零件表面的距离差值(即a:-a,)不应该超过0.1mm.测量压痕中心至零件表面的距离精度应在士0.25 um的范围内,而每个硬度压痕对角线的测量精度应在士0.5 um以内。
除各方有特别协议外,在适当的条件下,应使用HVO.1(0.9807N)至HV1(9.807N)的试验力获
得维氏(或努氏)硬度压痕,并用光学仪器(照相系统)在400X以上的放大倍数下测量压痕。测定应在各方约定的位置上,在制备好的试样表面上的两条或更多条硬化线上进行,并绘制出每一条线的硬度分布曲线.
简单总结:
1、渗碳和碳氮共渗淬火后,有效硬化层深度,从零件表面到维氏硬度值为550HV出的垂直距离
2、测定硬度所采用的检测里为9.807N。特殊情况下,经协议,也可采用4.903N到49.03N范围内检测力,或采用表面洛氏硬度计检测
3、有效硬化层深度用字母DC表示,单位用mm有效数字为小数点以后二位。
4、若采用其他检测力或其他极限硬度值时,则应在字母DC后指明。
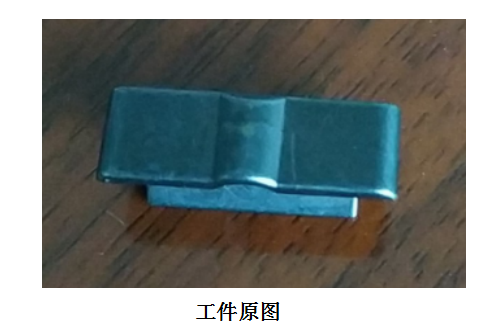
试样及准备:
1、硬化层深度测量应根据图纸要求,在图纸上指定的部位进行
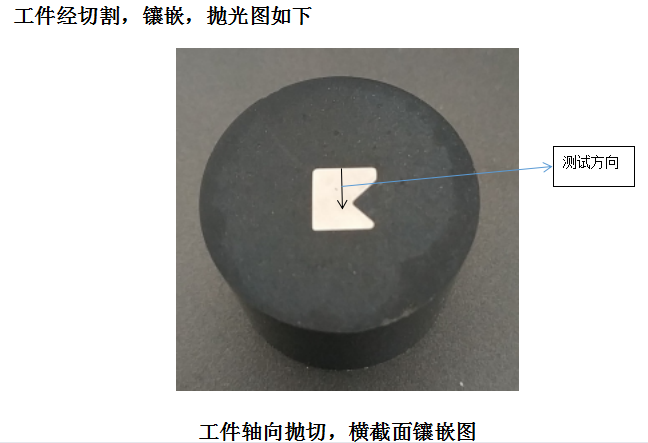
2、按规定,应在最终热处理后的零件横截面上测量
3、在垂直淬硬面上切取试样,切断面作为检测面,检测面应抛光成镜面,在切断和抛光过程中注意不因温度、变形等影响检测面的硬度。不可使检测面边缘形成倒角。
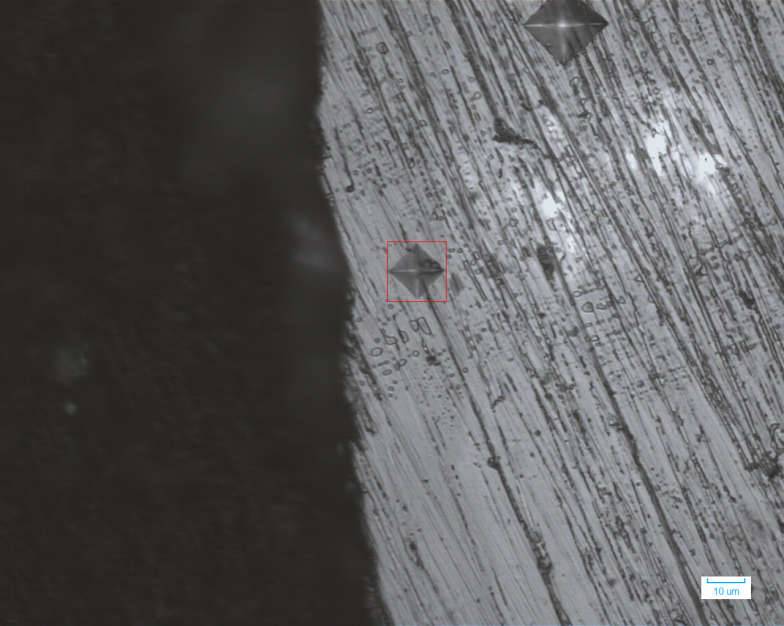
硬度检测方法:
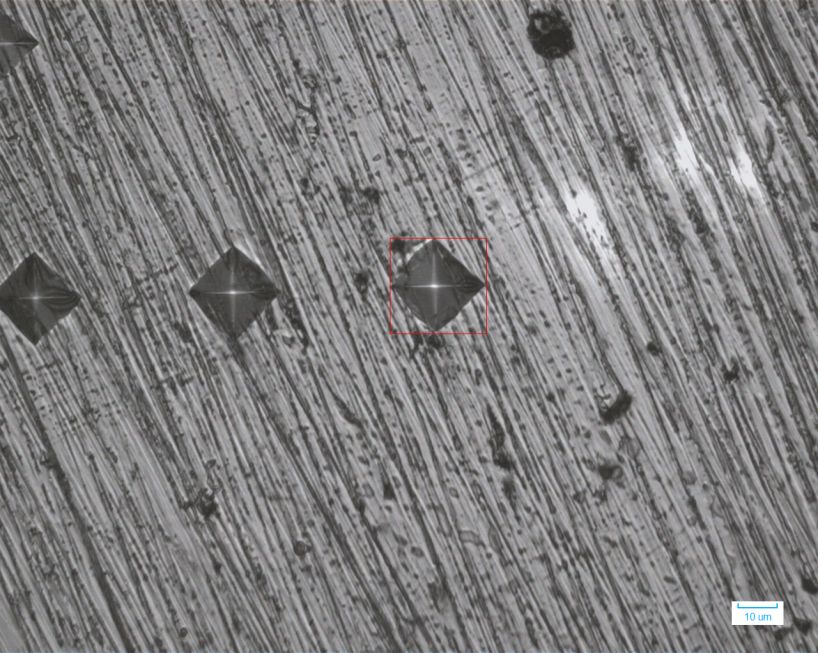
1、硬度压痕应在指定的宽度为1.5mm的范围内,沿与表面垂直的一条或多条平行线上进行。两相邻压痕间的距离应不小于压痕对角线的2.5倍。
2、结果处理根据绘制的每条曲线,可得知从零件表面到550HV处的垂直距离,如果这两个数值的差小于或等于0.1mm,则取他们的平均值作为有效硬化层深度;如果差值大于0.1mm,则应重复检测,核实准确数据。
如以下过程:

通过金相法比对


18221164159
1145762268@qq.com
上海市浦东新区川沙路1098号8幢
版权所有 © 2026 堃特仪器(上海)有限公司 备案号:沪ICP备2025115843号-2
管理登录 技术支持:化工仪器网 sitemap.xml
